

 18303187555
18303187555

输送百科
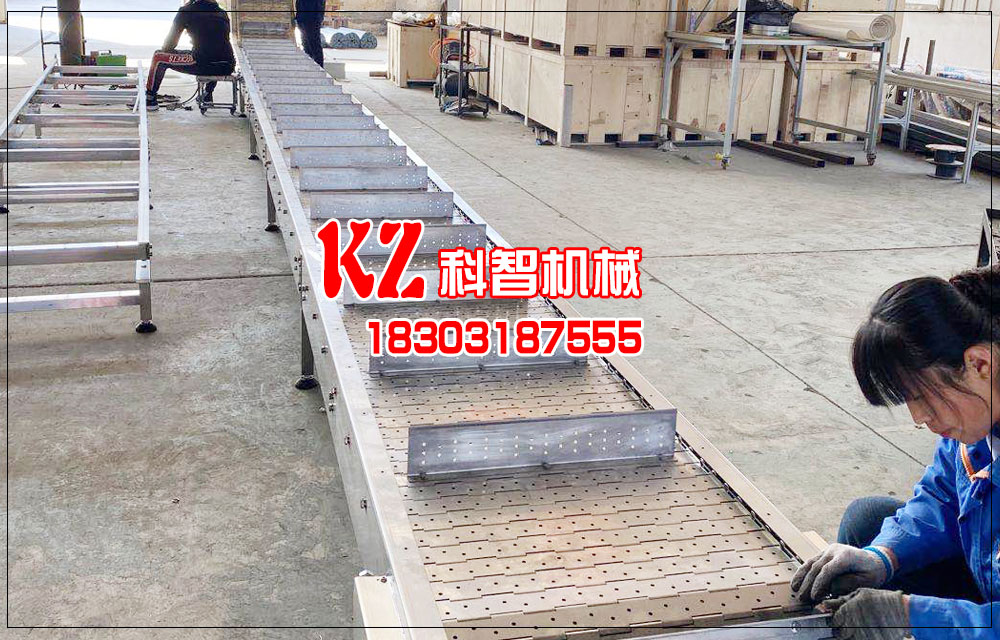
喷涂生产线板链传送机工艺误区
浏览: 发布日期:2021-09-13
喷涂生产线板链传送机工艺误区
(1)产量达不到设计纲领:有的设计不考虑涂装设备吊挂方式,不考虑吊挂的间距,不考虑上下坡与水平转弯干涉,生产时间不考虑废品率、涂装设备利用率、 产品高峰生产能力。导致产量达不到要求。
(2)喷涂生产线板链传送机工艺时间不够:有的设计为了降低造价,通过减少工艺时间来实现目的。常见的如:涂装生产线前处理过渡段时间不够出现串液;固化时未考虑 升温时间,出现固化不良;喷漆流平时间不够;固化后冷却不够,喷漆(或下件)时工件过热。
(3)喷涂生产线输送设计不合理:工件的输送方式有多种,设计不当,对生产能力、工艺操作、上下件都会造成严重的后果。常见的有悬挂链输送,其负载能力 、牵引能力都需要计算和干涉绘图。链条速度对输送设备的配套也要有相应的要求。涂装输送设备对链条的平稳性、同性也有要求。
(4)喷涂生产线板链传送机设备选型不当:由于产品的要求不同,设备选型也不同,而各种涂装输送设备有相应的优点。在设计时不能向用户表明,制造后发现不满意。
(5)喷涂生产线的工艺参数选择不当:当前涂装生产线由于工艺参数选择错误的比较常见,单台涂装设备的设计参数选用下限,对设备系统的配套性不够重视, 三是根本没有设计。
(6)配套涂装输送设备缺项:涂装线关联设备较多,有时为了降低报价,就省去了部分的输送设备。
(7)未考虑喷涂生产线备节能问题:能源成本变化很快,而设计时,没能考虑到这些问题,导致生产成本较高。
标签: 板链传送机、

